| Motor Movement | Direction |
|---|---|
| Both Motors Move Clockwise | Carriage Moves Left |
| Both Motors Move Counter Clockwise | Carriage Moves Right |
| Both Motors Move Opposite of Each Other | Carriage Moves Toward & Away |
| One Motor Moves | Carriage Moves Diagonal |
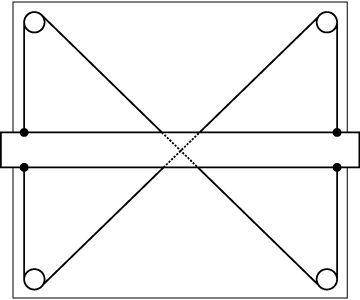 This is a standard drafting table. The horizontal bar is a straight-edge which can be moved up and down by the user. The criss-cross pattern of the cables stabilizes the bar and keeps it horizontal.
| 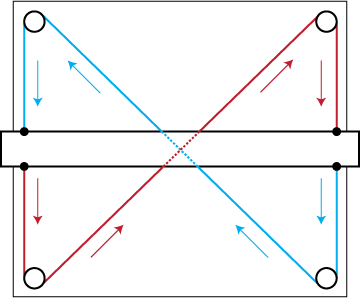 This effect can be seen by following the direction of motion of the two cables which comprise the mechanism. Note that all of the vertical arrows point in the same direction.
|
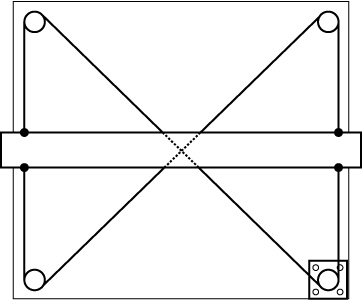 You could imagine attaching a stepper motor to one of the pulleys. Now, the horizontal bar can be moved up and down under computer control. This might be called a single-axis CNC stage.
| 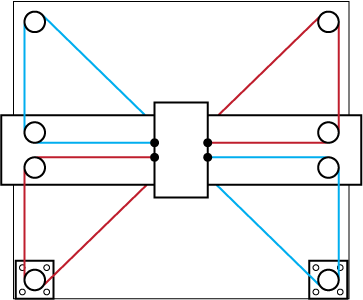 How might we modify this mechanism to convert it into a two-axis CNC stage? The illustrated mechanism above is one solution. Rotating both motors in the same direction results in horizontal motion. Rotating both motors in opposite directions results in vertical motion.
|
| 1. Touchscreen | This component allows for touch interaction with the printer, and also displays information and error messages. |
| 2. Chamber Light | This component is used to illuminate the printer chamber |
| 3. Y-axis Linear Rod | This component is used for the Y axis motion system |
| 4. Camera | This component allows remote 3D printing monitoring and viewing in Bambu Studio and Bambu Handy. |
| 5. Z-axis Linear Rod | This component is used for the Z axis motion system |
| 6. Z-axis Threaded Rod | This component is used for the Z axis motion system |
| 7. Bed Leveling Knob | This component is attached to the heatbed and allows for manual bed leveing |
| 8. Micro SD | This is a memory device that holds the 3D printing files, Timelapse Videos and Log information. |
| 9. Toolhead | This component contains multiple parts like the Extruder, Hotend, Part Cooling Fan, Front Housing, Toolhead Board, Extruder Motor. |
| 10. X-axis Carbon Rods | This component is part of the X-axis motion system where the Toolhead moves on the X-axis. |
| 11. Auxiliary Fan | This component is used to help cool the printed layers faster in order to achieve fast printing speed. |
| 12. Heatbed | This component is where the Build Plate is magnetically installed, which moves on the Z-axis during printing. |
| 13. Build Plate | This component is the surface which magnetically attaches to the Heatbed and the model is printed on. |
| 1. Filament Cutter Lever | This component provides the mechanical cutting force to the Filament Cutting Blade. |
| 2. X-axis Carbon Rods | This component is part of the X-axis motion system where the Toolhead moves on the X-axis. |
| 3. Extruder Gear | This is the motor attached to the Extruder Unit which provides motion to the Extruder Gear Assembly |
| 4. Y-axis Linear Rail Bearing | This component is part of the Y-axis motion system to allow the X-axis to move back and forward. |
| 5. Front Housing | This component is part of the Tollhead Assembly, and contains the Part Cooling Fan and Air Duct |
| 6. X-axis Toothed Idler | This component is part of the X-axis motion system and the belt runs over it. |
| 7. X-axis Smooth Idler | This component is part of the X-axis motion system and the belt runs over it. |
| 8. Front Housing LED | This component iluminates the Bambu Lab Logo on the front housing. |
| 9. Part Cooling Fan | This component cools the printed layer lines to solidify the filament quickly. It's part of the Front Housing Assembly |
| 10. Part Cooling Fan Air Duct | This component helps direct the airflow from the Part Cooling Fan. It's part of the Front Housing Assembly |
| Part cooling fan | Auxiliary part cooling fan | Chamber temperature regulator fan |
|  |  |  |
Care is required when retracting the filament, as if you retract too far ( > 18mm) you risk clogging the extruder as you pull hot molten plastic into the extruder.
[](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/kr06gl25xsorIrLR-control-extruder.png) To set the extruder temperature click on the button under nozzle temperature. This will then bring up the screen where you can enter the desired temperature. [](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/qqjsDGrwWyqVlHN0-control-extruder-nozzle-temperature.png) To set the Nozzle Type press the pencil icon next to the nozzle size and type currently installed [](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/7SnG27VozA4kNoiP-extruder-nozzle-type.png) ### Heatbed To set the heatbed temperature click on the heatbed button. You will then be prompted to input the temperature. [](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/Lgy5yqinBxdZQUuF-control-heatbed.png)The maximum temperature that the heatbed can achieve is based on the mains voltage that the machine is using. 120VAC can achieve 120°C whilst 240VAC can achieve 110°C
### Speed This option will allow you to print the module with the motion settings increased, the speeds settings are below - **Ludicrous**:166% of normal print speed and acceleration - **Sport**:124% of normal print speed and acceleration - **Standard**:normal print speed and acceleration - **Silent**:50% of normal print speed and acceleration [](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/2Q1tNHYd7VAptUcT-settings-speed.png)This setting does not take into account max volumetric rate and does not confirm that the extrusion rates that are being used will be supported by the filament. It is recommended to instead tune your filament profiles to allow you to gain extra speed with confidence that the print will be a success.
### Motion XYZ This menu allows you to control bothe the toolhead (X,Y) and the headbed (Y). [](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/3kmunZ4gOj7tb91K-control-xyz-motion.png) #### XY Motion control. The XY control allows moving the X and Y axis if required, as well as homing the axis. Below is a table that supplies what each of the 9 segments on the graphic do| [](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/GFeWIQlKhbVj0bP9-image.png) | 1 - Move X towards the origin (10 Steps) |
| 2- Move X towards the origin (1 Step) | |
| 3 - Move X away from the origin (10 Steps) | |
| 4- Move X away from the origin (1 Step) | |
| 5 - Move Y away from the origin (10 Steps) | |
| 6- Move Y away from the origin (1 Steps) | |
| 7- Move Y towards the origin (10 Steps) | |
| 8- Move Y towards the origin (1 Step) | |
| 9- Home the printer so it knows where the origin exists |
Before manually homing or moving the XY axis ensure that nothing remains on the build plate that may foul the toolhead when homing
#### Z-Axis Motion control The Z-Axes motion controls allow for moving the the headbed up and down in steps of 10 or 1  ## Filaments The filament's allow you to assign, edit and control filaments that are loaded into your printer either via the AMS if fitted or an external spool as well as showing if a filament has been loaded into the extruder. If an AMS is fitted this is where you can - Observe the filaments loaded including colour and filament type. - Re-read a RFID Tag - Unload a filament - Load a filament - If a filament is loaded which spool is loaded into the extruder - If a non Bambu Labs filament has been loaded set all details of the filament - If a Bambu Labs filament is loaded set the K factor (pressure advance) - Spools that have a backup spool set for auto refill - The humidity sensor of each AMS and - The amount of filament left on the roll. [](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/cehTHkAOdr8skrny-home-filament.png) ### Editing Filaments There are a few reasons that you mey need to edit a filament, including: - Using an external spool - Using a non Bambu Labs spool in the AMS - Setting a spool to load a pre-saved K Factor on a spool set on the AMSIf a print job is currently in progress you will not be able to edit the filaments until such time as it has finished.
#### AMS ##### Non-Bambu Labs filament. [](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/UfJcdbzMqnxaw8r4-filament-edit-non-bambu.png) ##### Bambu Labs filament. If you have a bambu labs filamaent with a RFID tag, you will not be able to edit the filaments settings such as colour as this is all done through the QR Code. The only option that you will have is to set the Dynamic Pressure Control [](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/LwYRohtRjtvzjEJN-filament-edit-ams-bambu.png) #### External SpoolYou do not have to have an external spool currently loaded into the extruder to be able to set the external spool settings, it can be done before or after loading the spool.
To edit the external spool details you need to select the external spool from the list of sources, If you have an AMS this will be to the right of you AMS units on the filament spools and can be identified by the label *"Ext"*. To select it press on the external spool and you will be presented with a screen showing and empty spool. [](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/GheqNjhvFtGc4oYj-filament-external-load.png) Once the edit dialogue is shown select the: - Filament Manufacturer - Filamant Type - Filament Colour and - Dynamic Pressure Control profile if created Once you are happy with the selection, press the confirm button.44 [](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/UfJcdbzMqnxaw8r4-filament-edit-non-bambu.png) Below you can see that the Spool has now changed and shows that red PLA is now shown as the active filament is installed. [](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/O7gWmWTMtKcVioiH-filament-external.png) ### Loading and Unloading Filaments #### AMSYou can manually load or filament from the AMS if you have the requirement to do so, however, normally this is not required as the correct filament will be loaded and unloaded by the printer.
##### Loading from AMS You will only be able to load a filament into the extruder, if it is currently empty [](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/cehTHkAOdr8skrny-home-filament.png) To load an ams filament you need to select the slot that you wish to load and click on the spool picture, this will then highlight the spool by moving it above the others. Select the load button and it will start the process to load the filament into the extruder [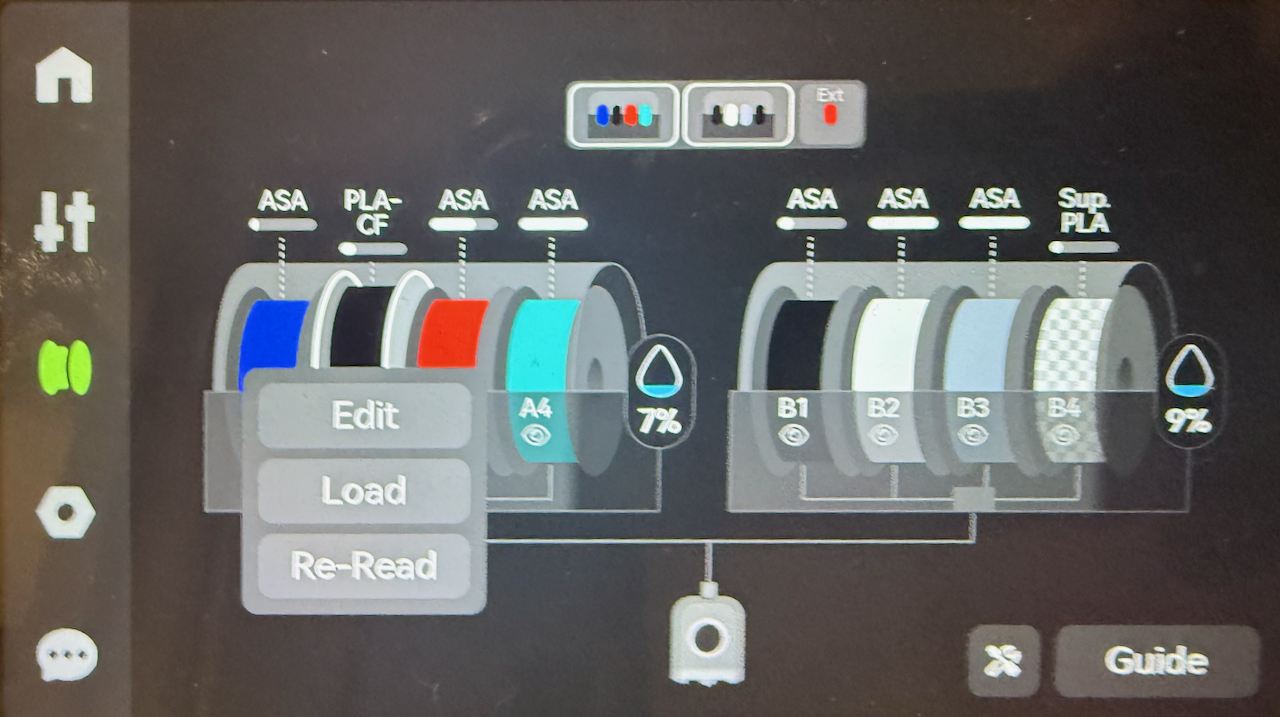](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/HlbwPJZCC2bm4aiJ-filament-ams-context.png) Once this has been completed the loaded filament will be shown by the path from spool to filament being shown. In the example below the Red ASA from B4 has been loaded and is ready for printing to commence. [](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/QP6hvyLzFUNNFGwb-filament-ams-loaded.png) ##### Unloading from the AMSYou can manually load or filament from the AMS if you have the requirement to do so, however, normally this is not required as the correct filament will be loaded and unloaded by the printer.
To unload a filament that is stored on the AMS you will need to click on the filament to bring up the context menu and select unload, [](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/QP6hvyLzFUNNFGwb-filament-ams-loaded.png) Select the filament spool that you wish to unload, press on the spool and select unload from the context menu. [](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/cehTHkAOdr8skrny-home-filament.png) #### External Spool There are many reasons why you may decide to use an external spool, including - The filament that you are using may not support being loaded from the AMS, for example TPU 85A - You are doing a quick print job with a filament and you do not want to load it into the AMS - You are printing from an external dry box - or an engineering filament that is required to be printed from a blast dryer to avoid moisture Using a external spool requires additional manual steps that the AMS will perform for youIf you find that you have the requirement to commonly need to to print from an external filament source it is recommended to purchase the 4-in-1 PTFE adapter. I highly recommend it's purchase as it will save you from forgetting to re-install your AMS connection on the rear of the printer, hitting print on your next print and coming back hours later to a paused print job. All because you forgot to plug the AMS back into the printer.. [](https://au.store.bambulab.com/products/bambu-4-in-1-ptfe-adapter?srsltid=AfmBOoqjGI71NUX1_VmF-A67JGIMs9ShVfIal5DrrGIvuBhdsDdLoZL4)
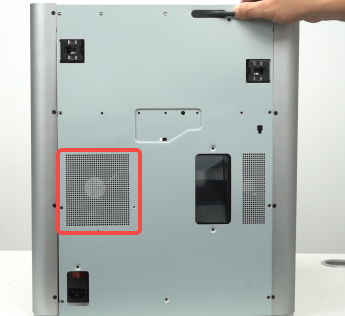
##### Loading from an External Spool The process to load an external spool requires the following steps If not using the 4-in-1 PFTE adapter remove the AMS from the printer input PFTE tube [](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/ZM2npnRmHFaPamor-image.png) Select the external spool as the source of the filament [](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/O7gWmWTMtKcVioiH-filament-external.png) Press on the spool and then select the option to load the filament, even though the filament is not currently loaded it will still give you the option to unload it, ensure that you select load. [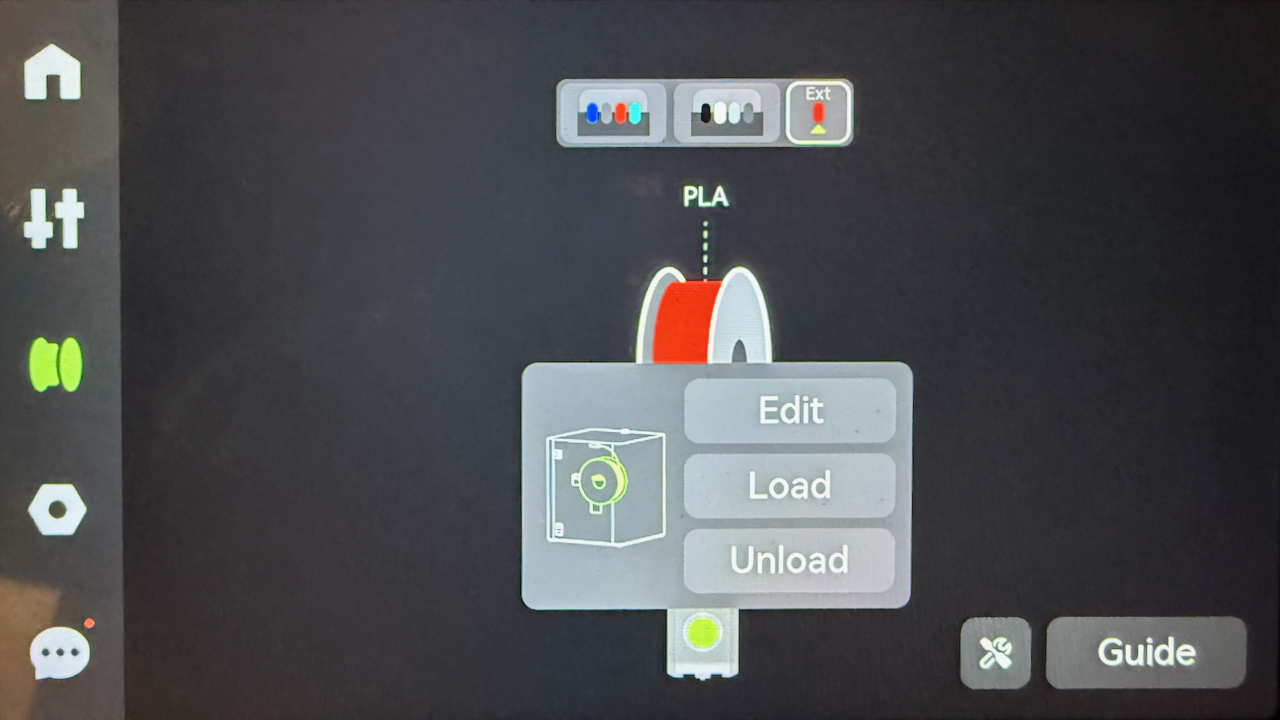](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/qsTL7CJgKjk7nTuQ-filament-external-context-menu.png) From here the printer will: - Heat the extruder - Perform a cut motion - Move the toolhead to the poop chute and - Prompt you to manually load the filament [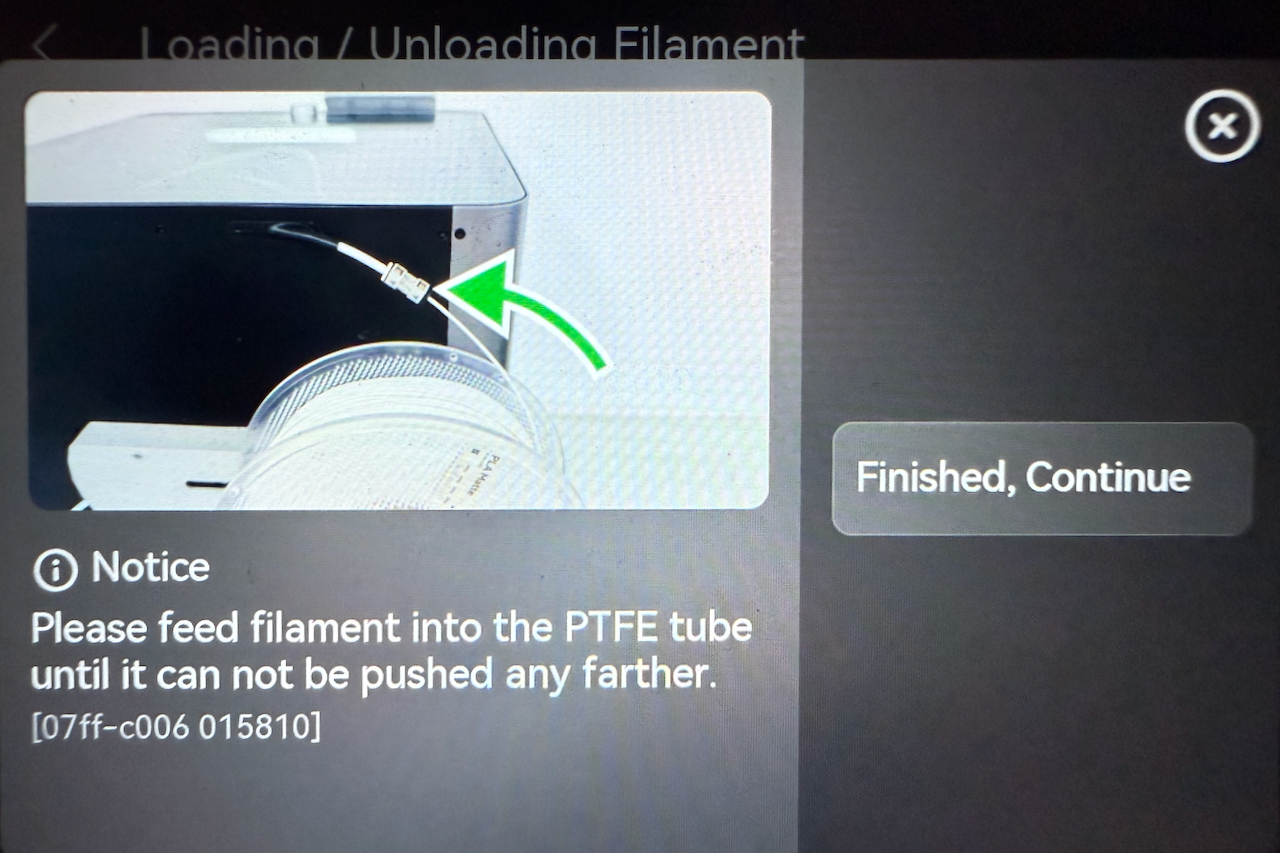](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/1uGVerLGfTZAslOJ-filament-external-push-filament.png) Carefully feed the filament into the input PFTE tube making sure that you do not push too hard and deform the filament. Once the filament has been pushed past the filament sensor you will be prompted to see if the filament has been extruded into the shoot. Keep pressing the *"Not Extruded Yet; Retry"* , whilst gently applying pressure to guide it into the extruder. Once the filament is moving on its own keep pressing the option until you see filament being extruded from the hot-end. Once this has occurred, press *"Filament Extruded; Continue"* [](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/VnwRdioDIhLtrn7W-filament-load-extrude.png) The printer will then purge out the old filament and prime the nozzle. Once this is completed the printer will then be ready to print from the external spool, and the screen will show the external spool connected to the toolhead. [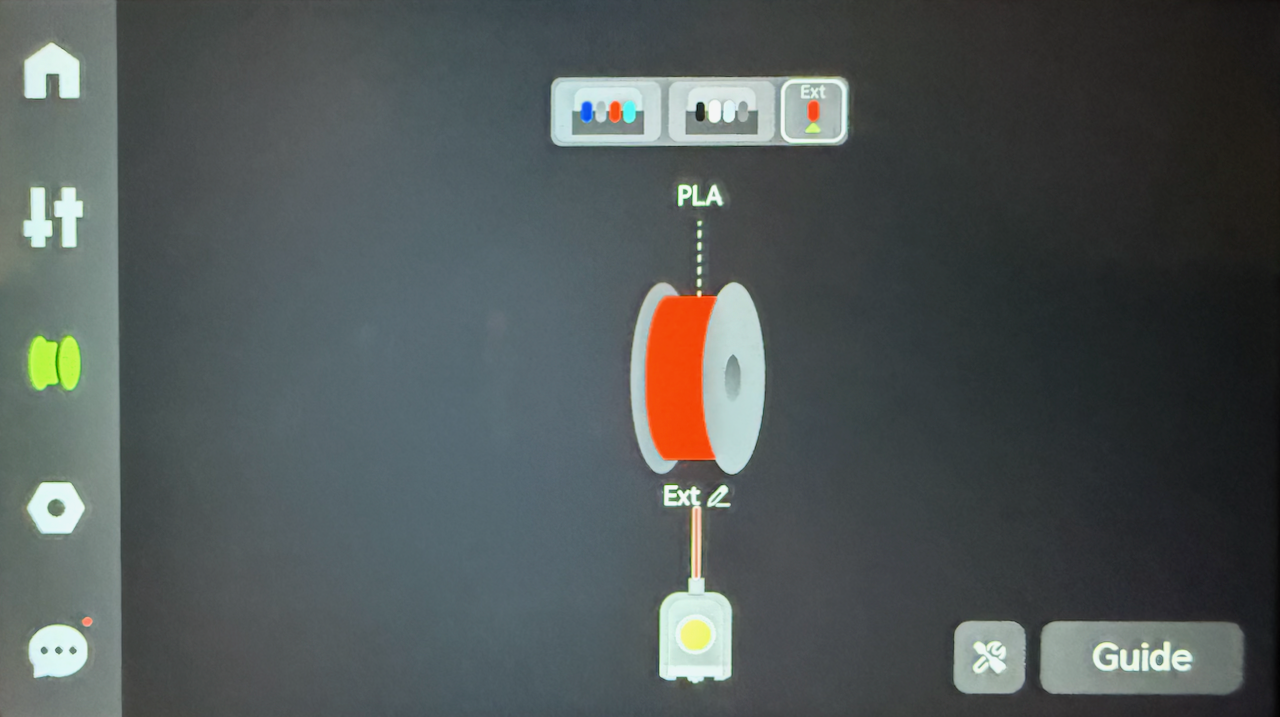](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/Ro8DqTI6BgGBjRqF-filament-external-loaded.png) ##### Refilling the External Spool If you are using an external spool and the spool runs out, you need to load a new spool. This is the same process as the load procedure. ##### Unloading the External SpoolOnce you have unloaded the external spool, the printer will not reset the spool details unless you follow the spool reset steps
To unload the filament, select the external spool if not displayed, and confirm that it currently showing as loaded into the extruder [](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/Ro8DqTI6BgGBjRqF-filament-external-loaded.png) Press on the spool to bring up the filament, and bring up the context menu and select unload. [](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/qsTL7CJgKjk7nTuQ-filament-external-context-menu.png) From here the printer will: - Heat the extruder - Perform a cut motion - Move the toolhead to the poop chute and - Prompt you to manually remove the filamentOnce the the filament is removed the LCD will not still show the filament programmed unless the spool setting are reset
[](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/oCqY9sM44xJj2nZg-filament-ext-spool-unload.png) Once the filament out of the filament sensor the printer will update the display to show the extruder is unloaded [](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/O7gWmWTMtKcVioiH-filament-external.png)If you are using the 4-in-1 PFTE adapter make sure that you roll the filament back enough that the filament leaves the adapter. Otherwise it will foul the path that a filament from the AMS takes, as once it leaves the filament sensor the printer no longer can detect it
If you have removed the AMS from the back of the printer do not forget to reconnect it before performing your next print.
### Auto Refill One of the major benefits of using an AMS other than multi-colour printing, is Auto Refill. This allows that if an exact match of a filament (manufacturer, filament type, and colour) to be used if a matching filament spool becomes empty. To confirm that Auto Refill is enabled for a filament. To bring up the auto refill screen click on the tools button at the bottom right and the select the Auto Refill button. [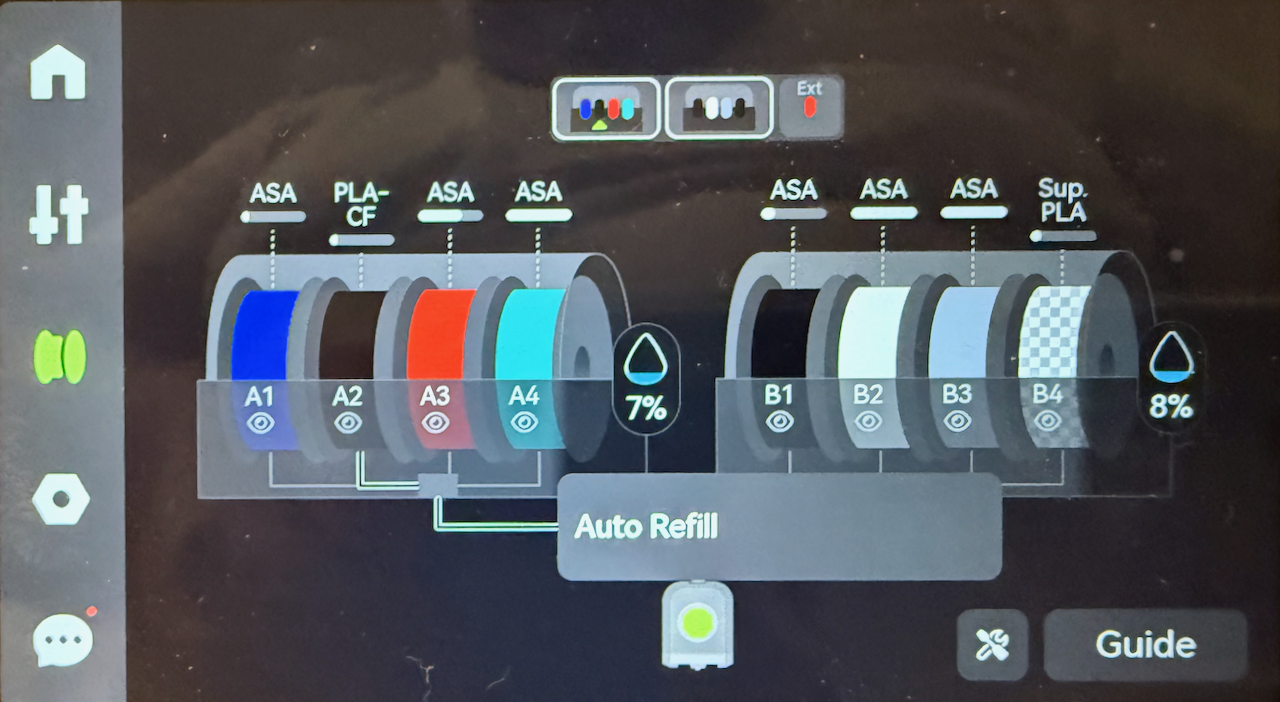](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/XidbvXMmNYjg0kd3-filament-autorefill-menu.png) If a filament is matched the screen will show the spools (using slot numbers) to that will be used to refill each other.When printing with Auto Refill enabled, ensure that you source your print from the spool with less filament available, the slicer and printer otherwise will print with the lowest slot number, even if this is the full spool.
[](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/QUQf77dUfMoxmrMU-filamant-autorefill-match.png) if the printer does not have matching spools then the screen will show that the feature is enabled enable it [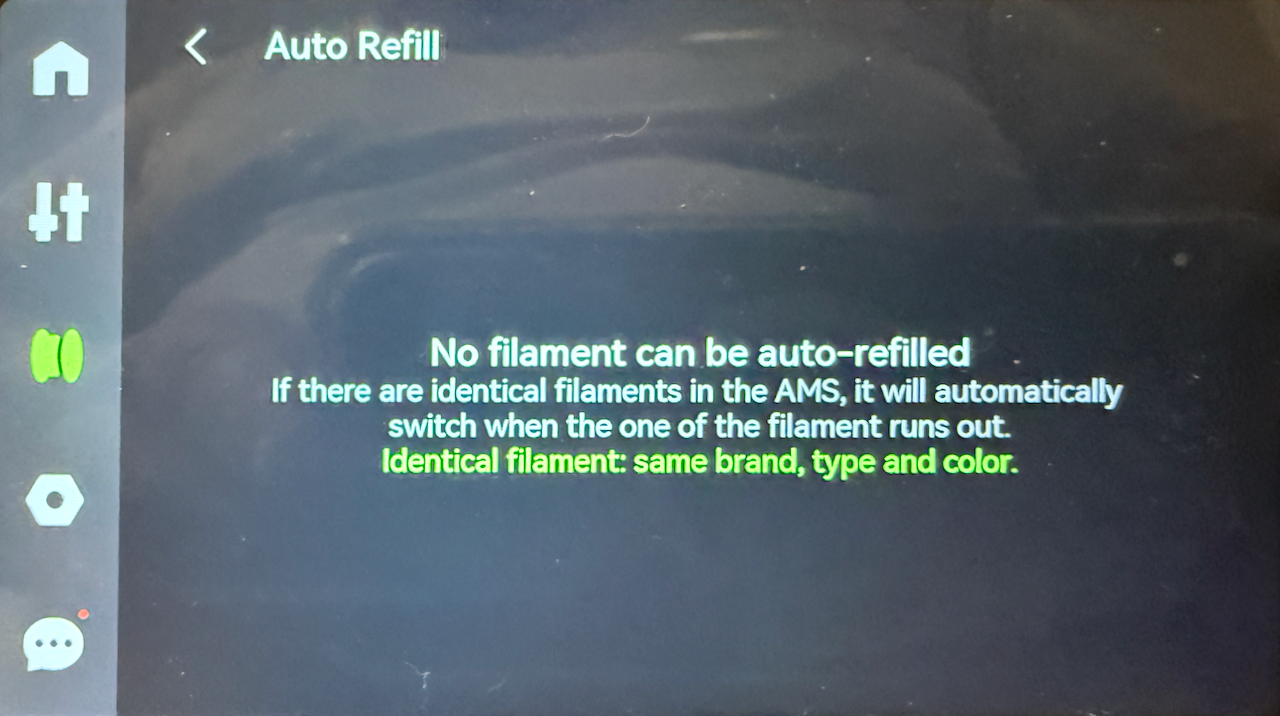](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/OUkdJCeckGTaUyhi-filament-auto-refill-no-match.png) ## Settings Some, but not all printer settings are able to be configured directly from the printer, but more advanced settings (like the above Auto Refill, can only be configured from either Bambu Studio or Bambu Handy. Others such as binding the printer to your Bambu Labs account you need to use an Applicaton and the Printer. [](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/OcD05gJxxsd1znj7-settings.png) The setting that can be configured from the settings screen are: - The Account the printer is bound to - Printer Calibration - Toolbox and - Printer Settings It also provides short cuts to frequently used setting: - Wifi Settings - SD Card Settings and - Firmware ### Account Settings The account settings can be accessed by clicking on the Account button. Normally the account button will have the avatar of the currently logged in account.The initial binding of the account is done during the printer setup.;
#### Logging out If you want to rebind the printer to a different account you will need to log out of the current account bound to the printer. This will remove the printer from the bambu account and will need to be rebound to regain access. From here you will also be able to change the Region that your printer is in if you need to move region. To log out of the bound account click on the log out button [](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/xBezyJLnmYA0sl0D-account-log-out.png) The printer will then prompt you to confirm that you want to log out, Click *"Log Out"* to confirm [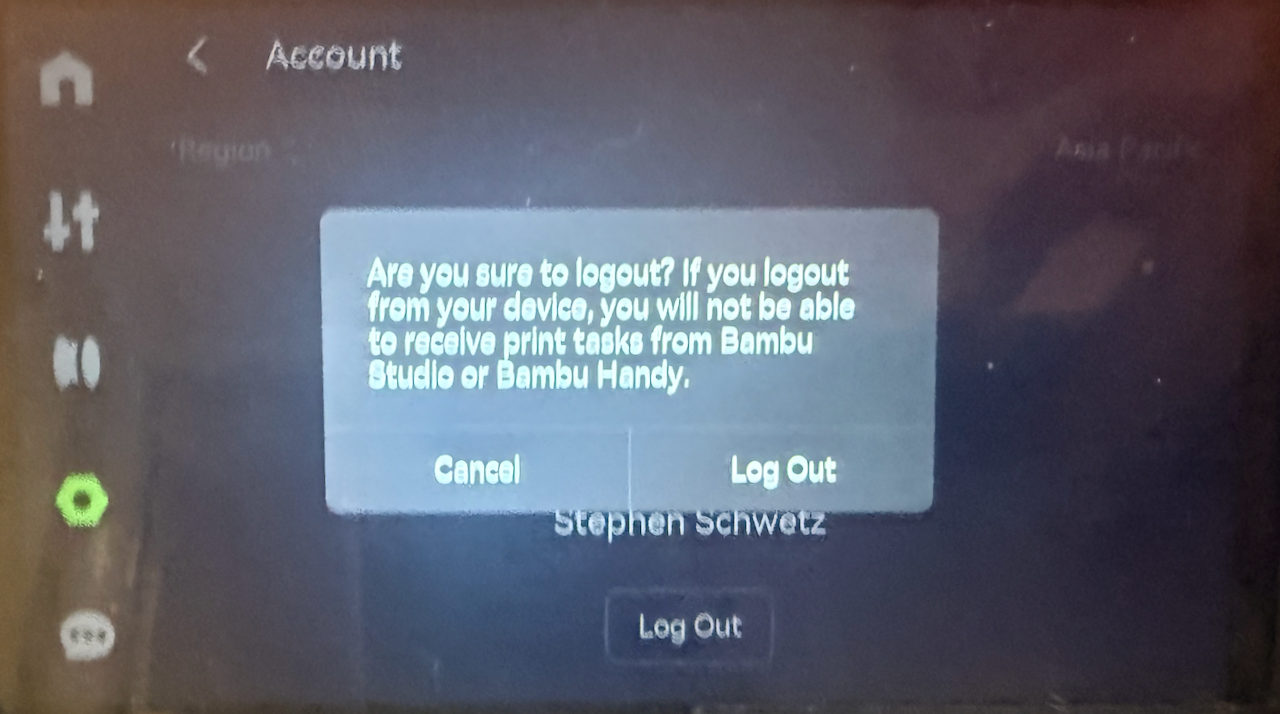](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/vSS3sCwHNLU6wngb-account-log-out-confirm.png) #### Binding Printer (Logging In) If the printer is not bound to an account all online functions from the printer are not enabled until the printer is rebound. To bind the printer involves two steps on the printer screen: - Select Region - Scan QR Code with Bambu Handy The first step is to select the correct region that your printer is installed in. Once you have selected the correct region, press confirm [](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/pk4rdiDIro7AN9gU-account-bind-region.png) The next screen that is presented will be the QR Code that is required to bind the printer to your Bambu Labs Account. [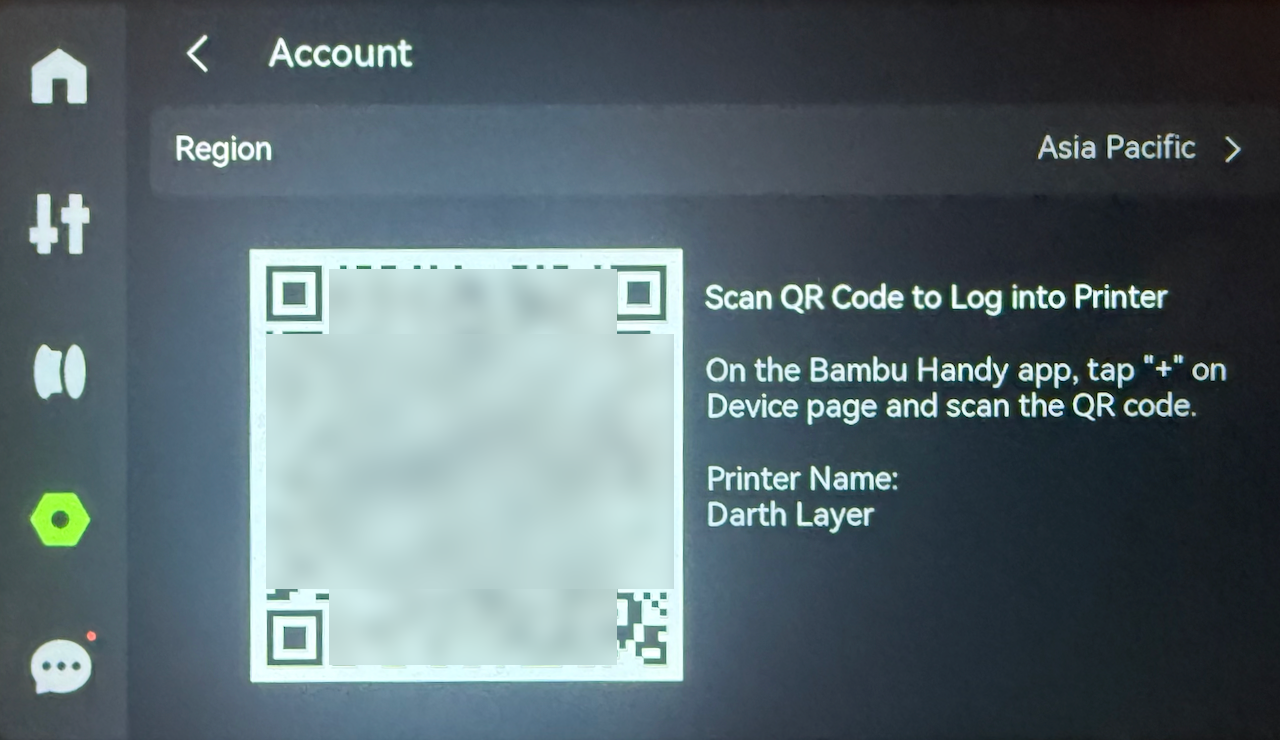](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/4FvH1OLqEQAnq1RX-account-bind-qr-codes.png) For information on the rebinding process is covered in [Binding the Printer](https://docs.home.schwetz.au/books/bambu-labs-x1-carbon/page/binding-the-printer "Binding the Printer") ### Print Calibration Selecting this item allows you to run specific calibration routines which is required when you have replaced parts, performed printer maintenance, or if you notice print quality deteriorating. You can chose to calibrate - Bed leveling - Moror noise calibration - Micro Lidar calibration and - Resonance frequency identification [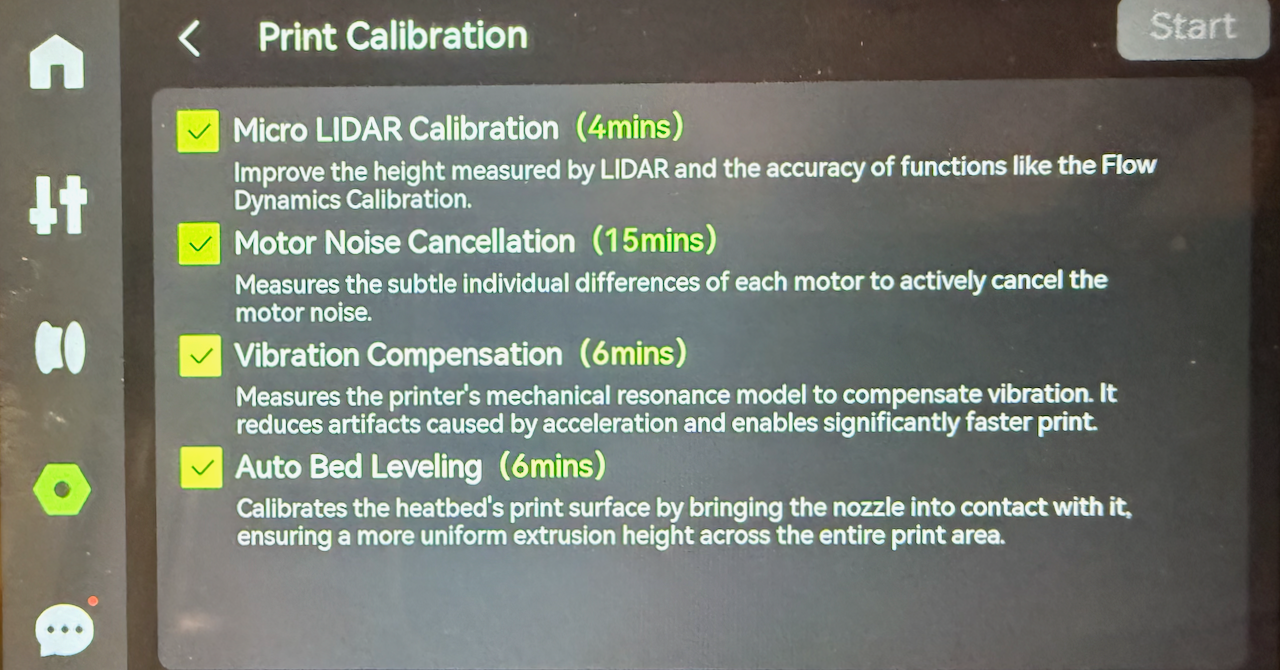](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/zkfGUlC4Y6YIsJ8d-print-calibration.png) ### Settings From this screen you will be able to configure the printer and it's attached peripherals including - Print Options - AMS Options - Video Resolution for the chamber camera - LCD Sleep timout - Printer Interface Languate - If the Auxilary Part Cooling Fan is installed - Device Serial numbers and other system identifiers - Lan Only mode - Export a support bundle to the SD-Card and - Perform a factory resetI am not going to do a deep dive into the settings in this chapter, that wiill be in a later chapter
[](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/rp2bFMa406m4KaFw-settings-page-1.png) #### Print options This option allows you to control the subsystems that are used by the printer whilst it is processing a print job, Including - AI Print options - Build Plate Detection - First Layer Inspection - Auto Recovery from Step Loss - Open Door Detection - Store sent files on External storage #### AMS Settings Functions of the AMS system can be controlled through this interface: - Read filament on insertion - Read filament on startup - Remaining filament estimation - AMS Auto-Refill - Arrange AMS Order #### Device and Serial Number This screen allows you to: - Show and edit the device name - How long the printer has been used for (cumulative) - Serial number of the printer - Serial number of attached items (ams) - Join the User Experience Improvement Program [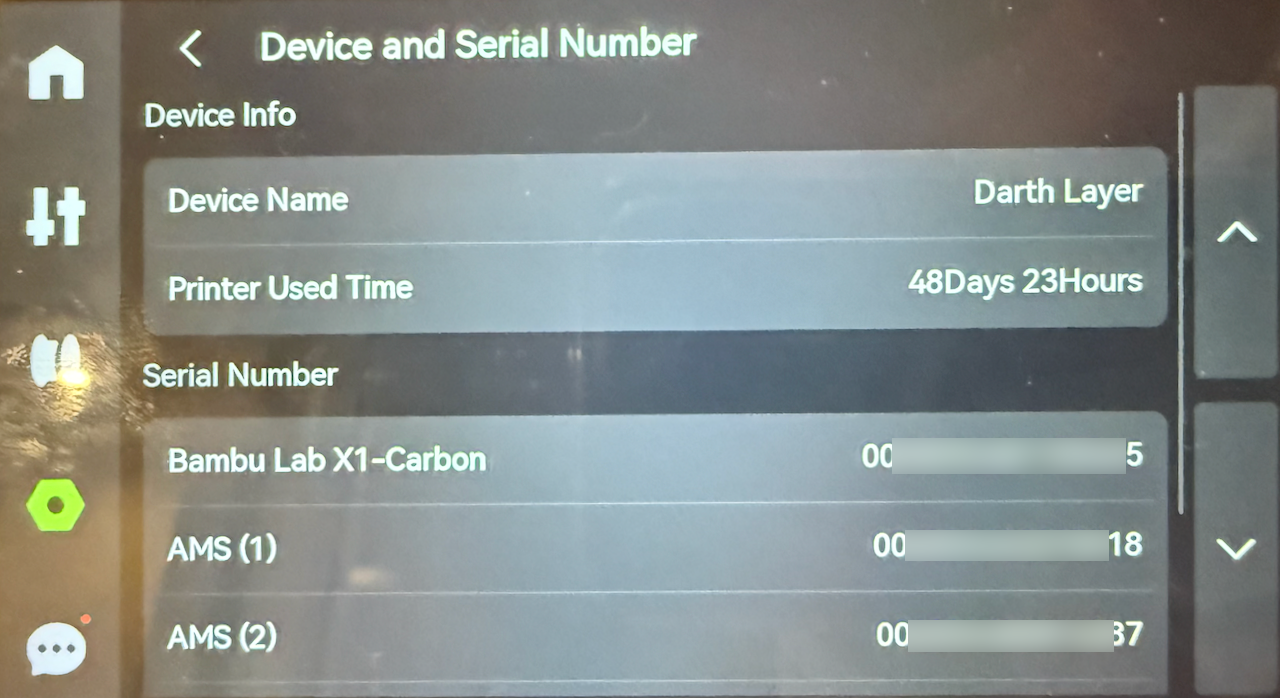](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/KzXrrtBWbKtIurRp-settings-device-and-serial-number.png) #### Lan Only ModeThis is an advanced setting and should only be turned on if you understand the caviates of using it
LAN only mode is used for two reasons: - You do not want the printer communicating with the Bambu Cloud - You want to use a non bambu product with developer mode to disable authorization controls on the printerEnabling this will stop the printer communicating with the cloud, so you will be unable to use Bambu Handy from the internet.
To turn LAN Only mode on 1. switch the switch on lan only to on 2. the printer will generate the access code 3. the printer will show the IP Address [](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/1KhTV6TKiMsThJOr-lan-only-mode.png) You will then be given an option to use developer mode, which allows non-authorised commands to be sent to the printer from a program like Orca Slicer. [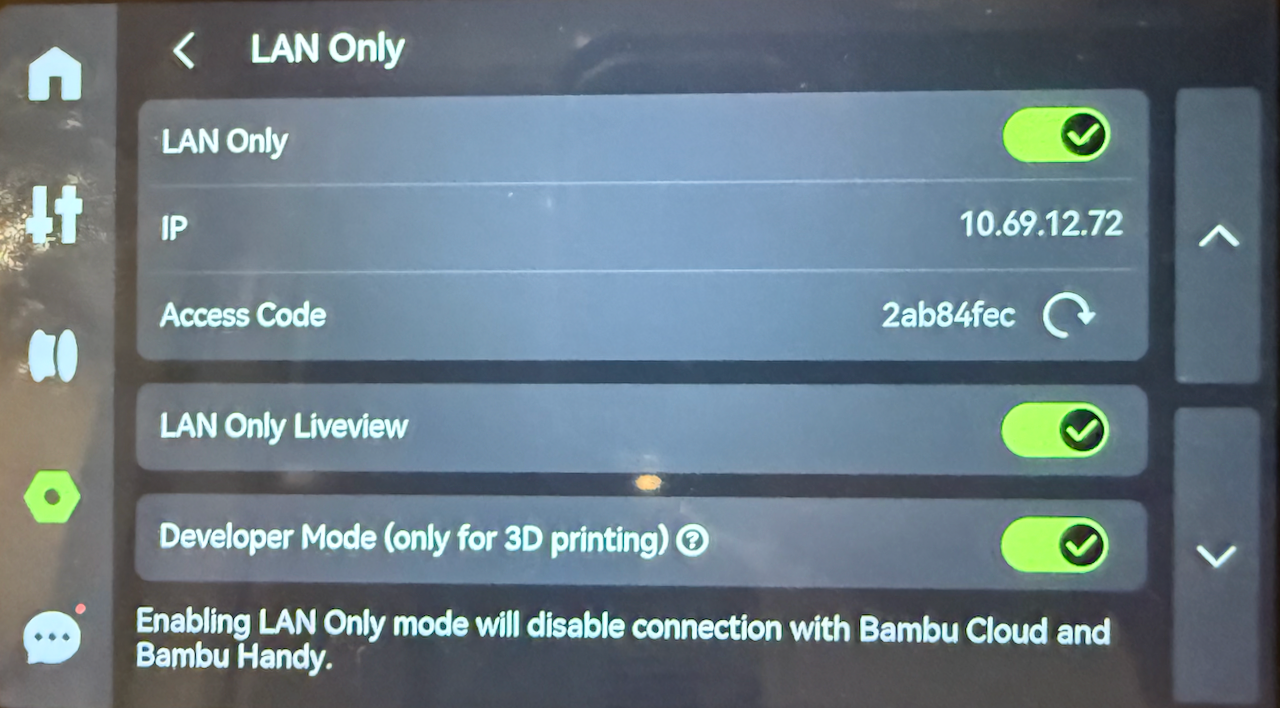](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/yUSv1KxLMbXpWTOu-lan-only-mode-enabled.png) #### Export Logs Whilst logging a support request for an issue that you are having with your printer, it is recommended to export the support logs and attach them to the job. When exporting files if you are having a printing issues, it is recommended to select all three items. The printer will bundle the files and then encrypt them so that only authorised people will be able to gain access to the logs. [](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/lT7h1kHUFsTXMqfm-settings-export-support-log.png) ### Files The fiiles menu allows you to print models provided by: - Bambu Studio (Internal) - Copied to the SD Card and - Cloud Cache To access this menu press on the "*Print Files"* menu #### Internal Files Internal files are files that are stored in the firmware of the printer. These are files supplied by Bambu Labs to test the accuracy of the printer, tools used in 3d printing and for maintaining the printer. [](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/bLYxoWnGS37t4S1N-files-internal.png) #### SD Card There are three ways to get files onto the SD Card, you could either 1. Manually copy the file to the SD Card on your computer 2. Enable Cloud File Cache, and this will print all files delivered to the Bambu Cloud Printing Service (Not LAN Mode) 3. If LAN mode is enabled all files are copied to the SD Card [](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/ODbBXdkJHoq9Sk4O-files-sd-card.png) #### Printing from the files menu. To print a file from either the Internal or SD Card select the item from the screen by pressing on the icon and then you will be presented with an option to print a plate from the file before selecting next choose if you want to enable: - TimeLapse - Bed Leveling - Flow Calibration Unlike with Bambu Studio or Bambu Handy, you can not change the Plate or Nozzle that need to be used, as the file has already been presliced to use the ones preset. [](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/F74Mx4LgoIX9Wwb9-print-select-plate.png) Follow the prompts to select the filaments that you wish to use for the print, Once again you cannot use a different filament type, if the file was sliced for PETG you cannot use PLA to print it. Once you press Next, the file will be sent to be printed [](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/zZfUp19l66swTyr0-print-match-the-filament.png) ### Toolbox The toolbox menu is where you will find tools and maintainance options: - Device Self-test - Dry Filament - Carbon Rods Clearance - Lead Screws Lubrication [](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/dqKb6gLkxjAWgfnQ-image.png) #### Tools ##### Device Self-test If you are having issues with your printer systems, you can use the device self-test to have the printer ensure that all subsystems are functioning correctly. The Self-test tests the - Hotend - Heatbed - Auto bed leveling - Vibration compensation To run a self test click on the self-test and then click on the start button, once this test completes you will be presented with the results. [](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/yFtP3t52coovDqeZ-settings-device-self-test.png) ##### Dry Filament As the X1C has a heated bed, this can be used to dry filaments if they are too wet to successfully print. [](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/gcrfwhpENoS7YkL3-toolbox-dry-fillament.png) #### Maintenance The printer tracks the period between cleans for both carbon rods and the lead screw calibrationAs the printer uses the cloud to provide, you should not rely on this feature if using LAN only mode the printer will not be able to calculate the days remaining correctly.
##### Carbon Rods Clearance The printer tracks how long it has been since you cleaned the carbon rods. Every time you get a notice to clean the rods, once complete click complete on the screen. to reset the counter. [](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/WIH5i7IgVvQDpnBm-toolbox-carbon-rods-clearance.png) ##### Lead Screw Lubrication The printer also tracks the last time that the lead screws have has their grease renewed, ensure once you have lubricated the screws that you reset the counter by clicking complete on this option to reset the counter. [](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/PwUeLEFW9F58rqn1-toolbox-lead-screw-lubrication.png) ### Wireless The wireless settings are controlled from the WIFI option in settings. From here you can - Turn Wifi Off/On - Connect to wireless networks - Test the network connection. [](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/vpawpuFLx00gpsJc-wifi.png) #### Test Network The test network option allows you to perform a basic check to confirm that the printer can connect to the wireless and to the internet. The test will run showing when each test has been finished and when everything has been tested it will show the results [](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/dqumsxmJ9ayMtZdP-wireless-test-network.png) ### Firmware The firmware screen shows the firmware that is installed for each of the device attached to the printer. If there are available firmware updates you can apply them via the Update button.If the update button is green than a update is waiting to be installed.
[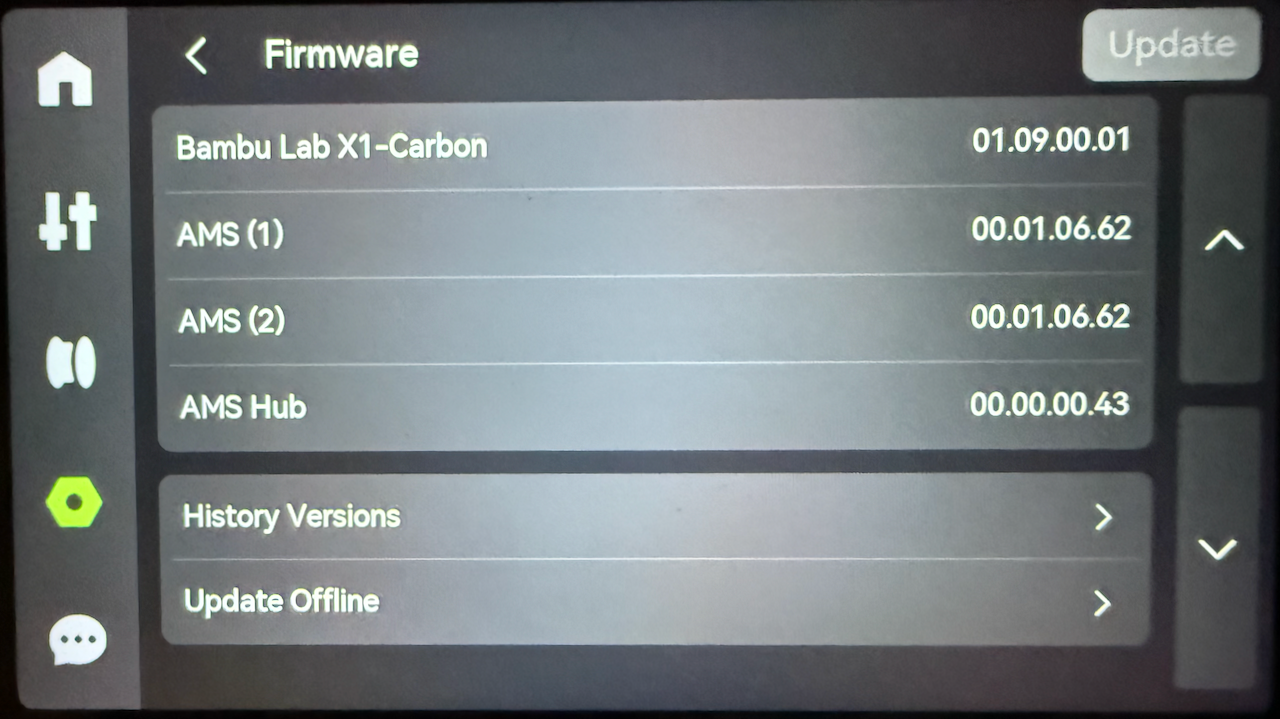](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/Gvb2SpXwntPqbcGL-firmware.png) # Manual Loading / Unloading| 1. Set the hotend temperature based on the filament you are using, For PLA, a temperature of 220+ ℃ is a good starting point. | |
| 2\. Wait for the hotend to reach the set temperature | |
| 3. Attach the spool to the back spool holder and cut the filament to a 45-degree angle | |
| 4. Insert the filament into the back PTFE tube until it reaches the extruder | |
| 5. From the printer screen in the filament tab, click on the rear spool holder to highlight the spool, and click on “Load.” When the pop-up appears, manually push the filament. | |
| 6. Repeat the extrude process until the old filament is purged out, and the new filament color is clear. |
| 1\. Touch the **Settings** button on the screen interface, then touch the **Unload** button. | |
| Carefully pull on the filament while also re-spooling it on the filament spool. | |
When using a 0.2mm nozzle for multi-colour printing, it's important to be aware that the filament switching process may take longer due to the limited maximum volumetric speed. Therefore, it may be necessary to wait for a period of time when changing filaments.
## Load filaments to AMS and configure filament information Before starting multi-color printing, it is necessary to insert the (AMS) with the filament and set up the filament information. If you are using an official Bambulab filament, the AMS will automatically detect the filament type and color through RFID technology. However, if you are using a third-party filament, you will need to manually configure the relevant information. For details, please refer to AMS setup and loading filament. ## Slicing and sending print jobs in Bambu Studio Once you have configured the information in the AMS, the next step is to set up and slice the multi-color model in Bambu Studio. For specific colouring and parameter Settings, please refer to Multi-Colour Printing. **Note: the number in front of each color in Studio is simply the sequential number of the filament, not the AMS slot.**| The first step is to select your language, | |
| Select your Wi-Fi network. Enter your credentials and after connecting, tap the Next button | |
| Scan the QR Code in Bambu Handy | |
| Accept the Terms and Conditions | |
| You can choose to join the improvement program, which can help to improve the printer. Tap Join if you want to help, or Skip if you don't want to join the program. | |
| Start the calibration process. Tap Next to get started. | |
| Tap the Calibrate button to start the automated calibration procedure | |
| The printer will start the calibration procedure. You might hear loud vibration noises. They are normal. | |
| When the calibration is complete, the following message will appear on the screen |
| **Item** | **Specification** | |
| **X1-Carbon** | ||
| Printing Technology | Fused Deposition Modeling | |
| Body | Build Volume(W\*D\*H) | 256\*236\*256 mm3 |
| Chassis | Steel | |
| Shell | Aluminium and Glass | |
The AMS only supports spools with a width of 50-68mm and a diameter of 197-202mm.
It is recommended to not use cardboard spools without plastic adapter rings as they can slip and as the cardboard wears the scarf can clog the workings of the AMS
Do not load soft materials like TPU (excluding TPU for AMS) and damp PVA into the AMS, as the functioning of the AMS can cause these to break within the AMS and Filament Buffer or AMS Hub.
# Introduction to AMS2 Pro # New Page # New Page # Optional Accessories ### PTFE adapter PTFE tube can connect 4 feed tubes to the printer at the same time. When connecting multiple AMS 2 Pro to H2 series printers, the PTFE adapter is required.  # Introduction to HMS2 HT # Connecting AMS to the Printer ## Single AMS Setup| Take the PTFE tube from inside the AMS unit, and connect it from the blue PTFE coupler on the machine to the filament buffer in the back. | Make sure the spring of the buffer is not stuck |
| Take the PTFE tube which is already connected to the AMS unit, and connect it to the left side of the filament buffer. | |
| Connect the four-pin cable to the connector located at the bottom of the filament buffer, then proceed to connect it to the printer as shown below. | Note: Do not insert the 4-pin cable in the wrong direction. If you are using an L-shaped plug cable, pay attention to the text prompts on it. If you insert the 4-pin cable in the wrong direction, it may cause the printer and AMS mainboard to burn down. |
| Connect the six-pin cable to the first connector on the AMS, and the other side needs to be connected to the connector located on the left side of the filament buffer. | [](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/gx8YTf6ufkYbbJz6-image.png)
[](https://docs.home.schwetz.au/uploads/images/gallery/2025-05/BHjvkDBi6mVdoPdM-image.png)
If the spool holder is installed, place the PTEF tube under the holder to reduce resistance of loading/unloading |
| Please remove the buffer from the back of the printer (if applicable) and install the AMS Hub, as shown in the image below. Once the AMS Hub has been installed, proceed to connect the PTFE tube from the Hub to the PTFE coupler. | |
| Please ensure that the PTFE tube runs under the spool holder and not over, as shown in the image below. | Please ensure that the PTFE tube runs **under** the spool holder and not over, as shown in the image below. The spring within the AMS Hub should not be stuck/compressed. Please ensure that it moves freely within the AMS Hub. |
| Connect the AMS Hub to the printer with the Bambu Bus Cable 4 pin. | When connecting the 4 pin cable, make sure it is in the correct orientation. If you are using an L-shaped plug cable, pay attention to its text prompts. If you insert the 4 pin cable in the wrong direction, it may cause the printer and AMS mainboard to burn down |
| Connect AMS to the AMS hub | |
| Connect the most frequently used AMS to the AMS Hub and power on the printer. Then, connect the remaining AMS to the other Bus Cable 6 pin port of the previous AMS. Kind reminder: Our store offers two types of 6-pin bus cables: 510 mm and 1500 mm in length. The 510 mm cable is commonly used for connecting the buffer and AMS, while the 1500 mm cable is widely used for connecting the AMS Hub and AMS. | Having the correct PTFE Tube length is important. We recommend keeping it as short as possible while avoiding excessive bending. This helps minimize AMS feed resistance and reduces the time required for filament loading and unloading. Note: When connecting multiple AMS to the AMS Hub, it is advised to keep the longest PTFE tube length within 3.5 meters. Excessive length in the feeding path can result in increased resistance, potentially affecting the smooth loading and unloading of filament. Additionally, avoid excessive bending of the PTFE tube to minimize resistance. |
| Please check your printer to ensure the correct installation of the AMS Hub and additional AMS units. Refer to the provided image for a successful setup. |
| **Code** | **Description** | **Example** |
|---|---|---|
| G29.1 | Set Z-trim value to #
Use 0 to clear Z-trim | Squish for Textured PEI ```G-Code G29.1 Z-0.04 ``` |
| G29.2 | Bed leveling compensation (ABL) | Disable ABL ```G-Code G29.2 S0 ``` Enable ABL ```G-Code G29.2 S1 ``` |
| G29.4 | High frequency z compensation | Turn off high frequency z compensation ``` G29.4 S0 ``` Turn on high frequency z compensation ```G-Code G29.4 S1 ``` |
| M205 | Sets the jerk limits in mm/sec for the X Y Z and E motions
If you are not chainging an jerk limit axis you do not need to explicity list it | ``` M205 X0.5 Y1.01 Z2.02 E3.03 ``` |
| M17 X/Y/Z#.# | Set X/Y/Z Stepper Motor Current
Be EXTREMELY careful using this command as it is VERY EASY to cause hardware damage with it should you set it too high!!! | set Z stepper current to 0.4 Amps ```G-Code M17 Z0.4 ``` |
| M106 P1 S0-255 | Part cooling fan off-full\*\*\* | Sets the part fan on at 70% ```G-Code M106 P1 S180 ``` Sets the Aux fan on at 100% ```G-Code M106 P2 S255 ``` Sets the chamber fan on at 0% ``` M106 P3 S0 ``` Sets the part fan on at 70% ``` M106 A1 S180 ``` |
| M142 | Chamber Fan Temp Control | Set chamber fan to min start rpm @35° and ramp to full speed at 40° ```G-Code M142 P1 R35 S40 ``` |
| M400 | Pause | Pause until all movement completes ``` M400 ``` Pause for 10 seconds ```G-Code M400 S10 ``` Pause for User Interaction ``` M400 U1 ``` Pause for 500 miliseconds ```G-Code M400 P500 ``` |
| M220 | Set feed rate to percent of normal.
Default Speed is 100 | Set print rate to Ludicrous Speed. ```G-Code M220 S166 ``` |
| M221 | Set Flow rate | disable the X endstop and enable them on Y and Z) ```G-Code M221 S100 ``` |
| Disable endstop
If you are not chainging an endstop you do not need to explicity list it | disable the X endstop and enable them on Y and Z) ```G-Code M221 X0 Y1 Z1 ``` | |
| M622 | Conditional code block and execute if selected flag is True, otherwise skip to the end of the code block
Used with M1002 | Execute if false ```G-Code M622 J0 ``` Execute if true ```G-Code M622 J1 ``` |
| M623 | End of the conditional code block | ``` M623 ``` |
| M710 A1 S0-255 | Motor Control (MC) Board fan off-full
Be EXTREMELY careful using this command as it is VERY EASY to cause hardware damage with it should you set it too high!!! | Sets the part fan on at 70% ``` M106 A1 S180 ``` |
| M900 | Set Pressure Advance, also known as Bambu Labs call this the K-value. | ``` M900 K0.023 ``` |
| M960 S0 P0 | Toolhead Lighting and Lazers | Turn off all Leds ``` M960 S0 P0 ``` Turn on all Leds ``` M960 S0 P1 ``` Horizontal Laser Off ``` M960 S1 P0 ``` Horizontal Laser On ``` M960 S1 P1 ``` Vertical Laser Off ``` M960 S2 P0 ``` Vertical Laser On ``` M960 S2 P1 ``` Toolhead Light Off (micro-lidar) ``` M960 S4 P0 ``` Toohead Light On ```G-Code M960 S4 P1 ``` Toolhead Logo Light Off ```G-Code M960 S5 P0 ``` Toolhead Logo Light On ``` M960 S5 P1 ``` |
| M970.3 | Play mech mode test vibrations | ``` M970.3 Q0 A7 B30 C90 Q0 H15 K0 ``` ``` M970.3 Q1 A7 B30 C80 H15 K0 ``` |
| M971 | Internal Camera Control | Take photo ```G-Code M971 S11 C10 O0 ``` |
| M972 | Calibrate Micro-Lidar | Move Lidar to calibration sticker ```G-Code M972 S5 P0 ``` |
| M973 | Toolhead Camera | Enable Auto Exposure ``` M973 S1 ``` Camera Off ```G-Code M973 S3 ``` Camera On ```G-Code M973 S3 ``` Turn off Micro-Lidar ```G-Code M973 S4 ``` Set Auto Exposure for Horizontal :Laser ```G-Code M973 S6 P0 ``` Set Auto Exposure for Vertical Laser ```G-Code M973 S6 P1 ``` |
| M974 | Set Mech Mode Suppression Values | ```G-Code M974 Q0 S2 P0 ``` ```G-Code M974 Q1 S2 P0 ``` |
| M975 | Mech Mode Supression | turn off mech mode supression ```G-Code M975 S0 ``` turn on mech mode supression ```G-Code M975 S1 ``` |
| M976 | ```G-Code M976 S3 P2 ``` Scan Heatbead before printing ```G-Code M976 S2 P1 ``` First Layer Scan ```G-Code M976 S1 P1 ``` | |
| M977 | first layer scanning | Enable first layer scanning ```G-Code M971 S11 C10 O0 ``` ```G-Code M971 S11 C10 O0 ``` |
| M981 | Spaghetti detector | Spaghetti detector off ``` M981 S0 P20000 ``` Spagetti detector on ```G-Code M981 S1 P20000 ``` |
| M982.2 | Motor Noise Cancelation | Turn off motor noise cancelation ``` M982.2 C0 ``` Turn on motor noise cancelation ``` M982.2 C1 ``` |
| M991 | Layer Change | Notify Printer of Layer Change where # is the current layer number ```G-code M991 S0 P# ``` Finish Smooth timelapse ```G-Code M991 S0 P-1 ``` |
| M620 C# | calibrate AMS by AMS index | |
| M620 R# | refresh AMS by tray index | |
| M620 P# | select AMS tray by tray index | |
| M620 S# | select AMS by tray index | Pull Filament back into AMS ```G-Code M620 S255 ``` |
| M621 S# | load filament in AMS by tray index | |
| M1002 | Select flag for conditional commands from slicer | Check to see if extrusion calibration was set in the slicer ```G-Code “M1002 judge_flag extrude_cali_flag” ``` |
| Update Printer Status on Slicer / LCD | Clear (Set to printing) ``` M1002 gcode_claim_action: 0 ``` Auto bed levelling ``` M1002 gcode_claim_action: 1 ``` Heatbed preheating ``` M1002 gcode_claim_action: 2 ``` Sweeping XY mech mode ``` M1002 gcode_claim_action: 3 ``` Changing filament ``` M1002 gcode_claim_action: 4 ``` Pause (M400) ``` M1002 gcode_claim_action: 5 ``` Paused due to filament runout ``` M1002 gcode_claim_action: 6 ``` Heating hotend ``` M1002 gcode_claim_action: 7 ``` Calibrating extrusion ``` M1002 gcode_claim_action: 8 ``` Scanning bed surface ``` M1002 gcode_claim_action: 9 ``` Inspecting first layer ``` M1002 gcode_claim_action: 10 ``` Identifying build plate type ``` M1002 gcode_claim_action: 11 ``` Calibrating Micro Lidar ``` M1002 gcode_claim_action: 12 ``` Homing Toolhead ``` M1002 gcode_claim_action: 13 ``` Cleaning Nozzle Tip ``` M1002 gcode_claim_action: 14 ``` Checking Extruder Temperature ``` M1002 gcode_claim_action: 15 ``` Paused by the user ``` M1002 gcode_claim_action: 16 ``` Paused due to toolhead cover falling off ``` M1002 gcode_claim_action: 17 ``` Calibrating the micor lidar ``` M1002 gcode_claim_action: 18 ``` Calibrating the extruder flow ``` M1002 gcode_claim_action: 19 ``` Paused due to nozzle temperature malfunction ``` M1002 gcode_claim_action: 20 ``` Paused due to heat bed temperature malfunction ```G-Code M1002 gcode_claim_action: 21 ``` | |
| M1003 | Power loss recovery | Disable power loss recovery ```G-Code M1003 S0 ``` Enable power loss recovery ``` M1003 S1 ``` |
| M1004 | External Camera Shutter Control | Actuate External Camera Shutter ``` M1004 S5 P1 ``` |
| M1005 | set skew correction | Set skew correction
```G-Code
M1005 X##.#Y##.# ; input values from printed calibration stl
M500 ; save the values
```
Add the above Gcode to the last line of the “Machine start Gcode” and only run it once as the compensation will compound each time it is run. Set skew correction in radians ``` M1005 I500 M500 ```Unlike the first example this is not iterative, and will overwrite any skew value set Reset skew correction ```G-Code M1005 I0 ; reset the compensation value M500 ; save the value ``` |
| M1006 | Play Sound Through Speaker | Enable Speaker? ```G-Code M1006 S1 ``` Set note to play ```G-Code M1006 A0 B10 L100 C37 D10 M60 E37 F10 N60 ``` Play supplied notes ```G-Code M1006 W ``` |
| T1000 | Set toolhead to extruder | ```GCODE T1000 ``` |
| T1100 | Set toolhead to Micro-Lidar | ``` T1100 ``` |
| **Code** | **Description** | **Example** |
|---|---|---|
| **Module ID** | **Module Abbreviation** | **Module Name** |
| 03 | MC | Motion Controller |
| 05 | AP | Main Board |
| 07 | AMS | Automated Material System |
| 08 | TH | Tool Head |
| 0C | XCAM | Bambu Micro Lidar |
| 10 | Studio | Studio |
| 11 | APP | APP |
| Level | Definition |
| 0000 | Invalid alert |
| 0001 | Error (Printing task stopped, alert must be eliminated before starting a task) |
| 0002 | Warning (Printing task pause, alert must be eliminated before resuming the task) |
| 0003 | Info (Information only ) |